SLOWMANDOWN
Member
- Joined
- Feb 13, 2009
- Messages
- 38
BrentD here is a link that I believe has some merithttp://www.weldingtipsandtricks.com/mig-welding-procedures.html.In my short amateur experience I have encountered a lot of situations that are mentioned in this site. sizzami is probably right that your machine is too small. I have an older Hobart 200 amp 220v mig and for 1/4" mild steel I am near maxed out with argon/co2 gas, I have since changed to dual shield flux core with co2 gas for 1/4 to 3/8" mild steel. Not only for better penetration but also all the projects I need 1/4"+ steel is for higher stress areas and flux core has better ductility over solid wire. Sure you have to clean up more but strength and stress I do not want to compromise. I do not agree with sizzami about stick welders. They are good, solid like rock, weld steel in just about any condition almost anywhere,( Mig you have to prep well), inexpensive for consumables and such, and before he throws them of a cliff he can give them to me. If you have some trouble with adjusting the wire speed, take a piece of clean scrap steel, make sure your stick out is at the correct length, set the proper voltage, and have a friend turn the wire speed from high to lower will you weld. Listen for the sound look at arc, check the high and tie in of the bead, and check the penetration.
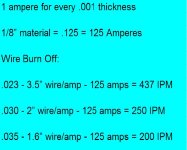
I attached a rule of thumb chart giving amperage and wire speed for wire and thickness of metal.
I attached a rule of thumb chart giving amperage and wire speed for wire and thickness of metal.