Sodo
Elite Member
- Joined
- Apr 21, 2012
- Messages
- 3,322
- Location
- Cascade Mtns of WA state
- Tractor
- Kubota B-series & Mini Excavator
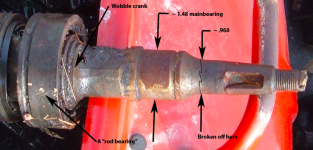
I bought this broken sickle mower thinking I could just weld on a stub shaft. But further discovery shows that this is a very highly stressed connection due to the cyclical loading of the wobble crank. Model is Massey Ferguson MF 31.
Here is a pic of my broken shaft.

Here is a pic of Flusher's (TBN) complete, working MF 31 mower. It's the adjustable sheave at right. I suspect it's adjustable so speed can be "tuned" for minimum vibration @ 540 RPM (?).


Here is a pic of a (damaged) MF 31 shaft from TBN's Barry1.

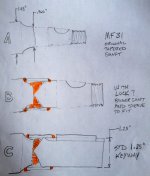
Here is a pic of 3 ways I might repair it.

A) Obtain an intact replacement shaft. This would be the best solution but it doesn't seem like there are any available. maybe all broken?
B) Find a larger tapered shaft and weld it on, with a sleeve over the weld. And find a sheave/hub that fits this tapered shaft.
C) Weld on a standard keyed shaft that is significantly larger than the original tapered keyway. And locate an adjustable sheave with a hole 1.25". I think this keyed sheave hub would have to tighten onto the shaft, there cannot be any slop whatsoever. Are there split sheave hubs that might tolerate this kind of cyclic loading?
I don't have a lathe. I have grinders and a welder, and the ability to do this kind of work if I can find the parts I need. I'd really appreciate any other suggestions, or if anybody has expertise in where to find the various parts that I'd need for any solution.
Here is a pic of my broken shaft.
Here is a pic of Flusher's (TBN) complete, working MF 31 mower. It's the adjustable sheave at right. I suspect it's adjustable so speed can be "tuned" for minimum vibration @ 540 RPM (?).
Here is a pic of a (damaged) MF 31 shaft from TBN's Barry1.
Here is a pic of 3 ways I might repair it.
A) Obtain an intact replacement shaft. This would be the best solution but it doesn't seem like there are any available. maybe all broken?
B) Find a larger tapered shaft and weld it on, with a sleeve over the weld. And find a sheave/hub that fits this tapered shaft.
C) Weld on a standard keyed shaft that is significantly larger than the original tapered keyway. And locate an adjustable sheave with a hole 1.25". I think this keyed sheave hub would have to tighten onto the shaft, there cannot be any slop whatsoever. Are there split sheave hubs that might tolerate this kind of cyclic loading?
I don't have a lathe. I have grinders and a welder, and the ability to do this kind of work if I can find the parts I need. I'd really appreciate any other suggestions, or if anybody has expertise in where to find the various parts that I'd need for any solution.
Attachments

Last edited:
") thumbsup
thumbsup