I am going to be butt welding a 6" wide by 1" thick piece of plate. It is not a critical part if it breaks but I don't want it to break.
Currently the part is made out of 6" x 1/2" plate and we have used it like that for 4 years and have had it break and had to re weld it maybe 5 times. My hope is with the thicker material it will last forever.
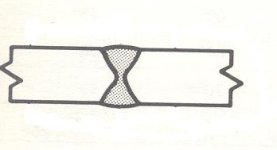
I have never really welded on material this thick before. I know I need to bevel it but can I just bevel it on one side or should I bevel it on both sides?
I was thinking of doing a 45 degree bevel using a piece on angle iron as a guide and my plasma cutter and doing it on just one side. The run a first pass with 6010 and then fill it up with 7018. The back side of the plate needs to be smooth so I was not even planning on welding the back at all but I can really build up the other side if need be.
Currently the part is made out of 6" x 1/2" plate and we have used it like that for 4 years and have had it break and had to re weld it maybe 5 times. My hope is with the thicker material it will last forever.
I have never really welded on material this thick before. I know I need to bevel it but can I just bevel it on one side or should I bevel it on both sides?
I was thinking of doing a 45 degree bevel using a piece on angle iron as a guide and my plasma cutter and doing it on just one side. The run a first pass with 6010 and then fill it up with 7018. The back side of the plate needs to be smooth so I was not even planning on welding the back at all but I can really build up the other side if need be.

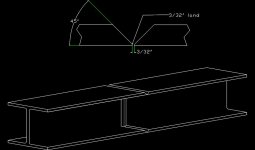
") When stick welding and filling beveled joints you can get away with lower amperage. The penetration into the joint is done by beveling so you don't need very high amperage(large electrodes) to penetrate through lots of steel. Lots of welding of heavy steel is done with 3/32"-5/32" electrodes. Joint prep goes a long way in welding :thumbsup:
When stick welding and filling beveled joints you can get away with lower amperage. The penetration into the joint is done by beveling so you don't need very high amperage(large electrodes) to penetrate through lots of steel. Lots of welding of heavy steel is done with 3/32"-5/32" electrodes. Joint prep goes a long way in welding :thumbsup: