CalG
Super Member
- Joined
- Sep 29, 2011
- Messages
- 5,769
- Location
- vermont
- Tractor
- Hurlimann 435, Fordson E27n, Bolens HT-23, Kubota B7200, Kubota B2601
I don't often weld up anything that really needs to be square. This little project (a wet saw upright) needs to end up "square enough"/
As described in the header, the stock is 1" X 4 Inch hot rolled. Two pieces to be joined at a right angle.
The question is "how much compensation to put into the jigging to allow the securing tacks to hold the parts at 90 degrees"?
The plan is to prepare the upright which will stand on the base with deep bevels on both sides, leaving a milled flat at the apex to reference into the base piece.
The base will get a chamfer on the outside of the L to match the chamfer on the upright leg , but nothing except smooth clean metal on the inside corner. (fillet weld)
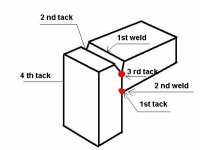
Where to start with the first tack? Inside or outside?
Second tack? Third?
How much to set off of true 90 to allow for draw in?
I'm just using an AC buzz box (SMAW) with 6000 and 7000 series fillers.
The plan is to mill the base to clean up the angle when all is done, but it would be nice not to need to remove too much metal.
Just an added detail, the finished fabricated part will have a 4 1/4 inch long base, and an eight inch long "leg". both from the same 1X4 hot rolled.
I could drill and counter bore the base for SCS, and then tap the leg, but for this application, I would prefer welding it . The part that is being replaced is a casting with a longer (13 inch) leg.
As I said. I don't mess with 1 inch material all that often. When I do, It's usually "fixtured" on some machine or other.
Suggestions and comments?
TIA
Cal
As described in the header, the stock is 1" X 4 Inch hot rolled. Two pieces to be joined at a right angle.
The question is "how much compensation to put into the jigging to allow the securing tacks to hold the parts at 90 degrees"?
The plan is to prepare the upright which will stand on the base with deep bevels on both sides, leaving a milled flat at the apex to reference into the base piece.
The base will get a chamfer on the outside of the L to match the chamfer on the upright leg , but nothing except smooth clean metal on the inside corner. (fillet weld)
Where to start with the first tack? Inside or outside?
Second tack? Third?
How much to set off of true 90 to allow for draw in?
I'm just using an AC buzz box (SMAW) with 6000 and 7000 series fillers.
The plan is to mill the base to clean up the angle when all is done, but it would be nice not to need to remove too much metal.
Just an added detail, the finished fabricated part will have a 4 1/4 inch long base, and an eight inch long "leg". both from the same 1X4 hot rolled.
I could drill and counter bore the base for SCS, and then tap the leg, but for this application, I would prefer welding it . The part that is being replaced is a casting with a longer (13 inch) leg.
As I said. I don't mess with 1 inch material all that often. When I do, It's usually "fixtured" on some machine or other.
Suggestions and comments?
TIA
Cal
")